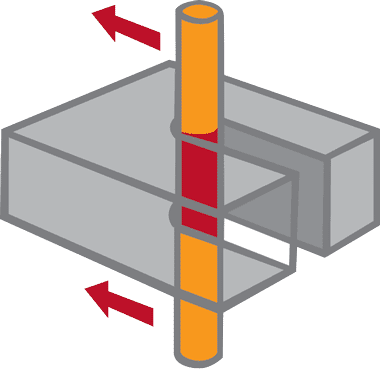
Wire Cut Edm Process Can Cut Tapers Of Degrees

Wire Cut Edm Machine Of Large Travel And Large Taper Is Offered To Middle East Successfully Tech Edm Trade Co Ltd
Mitsubishi Fx10 Wire Cut Edm Machine Download Scientific Diagram

China Edm Cnc Wire Cutting Machine With High Speed Dk7732a China Edm Wire Cutting Wire Cut Price
What Is Wire Edm Electrical Discharge Machining Xact

China Wire Cut Edm Machine Fh 300c China Wire Cut Cnc Wire Cutting Machine

Y J Automatic Taper Job Cnc Wire Cut Edm Machine Model Fd400 Id 20512604591
To start machining it is first necessary to drill a hole in the work piece or start from the edge.
Wire cut edm process can cut tapers of degrees.

Cnc Programming
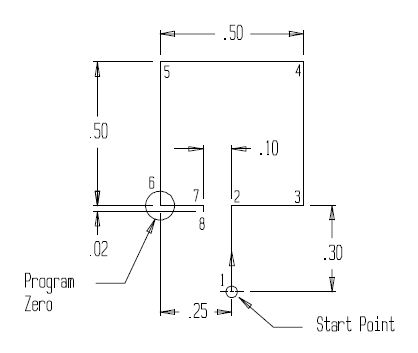
Sodick Wire Cutting Edm Cnc Programming Example Helman Cnc

Wire Edm Technology Sodick Sodick

Pin On Singapore Machine

Ss Cnc Wire Cut Edm Automation Grade Automatic Id 2223118148

Wire Cut Edm Machine Agiecharmilles Cut 20p Wire Diameter 0 15 To 0 33mm Id 22045677591
Edm Focus Turns To Throughput Ease Of Use Automation Cutting Tool Engineering

Dk7750 Cnc Wire Cut Edm Machine
Pdf Review Of Wire Cut Edm Process On Titanium Alloy

Ezeecut Plus Cnc Wire Cut Edm Machine Cnc Edm Machineries Cnc Electric Discharge Machining Machineries Cnc Electric Discharge Machining Machines Computer Numerical Control Edm Machineries Computer Numerical Control Edm Machines Electronica

Dk7745 Wire Cut Edm Machine

Economical Cnc Wire Cutting Edm Machines Tech Edm Trade Co Ltd

Qc400 Cnc Wire Cut Edm Electric Discharge Machining Certifications Iso 9001 Price 11000 Usd Set Id 4240879
Pdf Recent Developments In Wire Edm A Review

Electronica Hitech Cnc Reusable Wire Cut Edm 1600 Kg Id 19553335973

Beijing Dimon Cnc Technology Co Ltd

New Agiecharmilles Cut P Series Of Wire Edm Machines Will Be Launched In The Uk At Open House In May Gf Machining Solutions From Uk Milling Edm Laser Automation Customer Services

Pin On Projects To Try
Https Encrypted Tbn0 Gstatic Com Images Q Tbn And9gcstxvdtomqqhnn L2sejts30dd3gfrjpafnragjluhiadbaxuxj Usqp Cau

China Cnc Wire Cut Edm Fr 600g China Edm Wire Cut


Taizhou Huafang Cnc Machine Tool Co Ltd Wire Cut Edm Edm Drilling Machine

Qb350 Cnc Wire Cut Edm Machine Certifications Ce Price 11000 Usd Set Id 4241180

Wire Cut Machine Electronica Hitech Wire Edm Job Master Manufacturer From Pune
Source : pinterest.com
