Wire Cut Edm Process Pdf
Http Ijariie Com Adminuploadpdf Wire Cut Edm Process A Review Ijariie6950 Pdf
Pdf Operation And Maintenance Of Cnc Wire Edm Machines

Wire Cut Edm Pdf Metals Business Process

Pdf Optimization Of The Process Parameters Of Wire Cut Edm A Review Semantic Scholar

Pdf Effect Of Wire Edm Process Parameters On Cutting Speed Of Al6061 Hybrid Composite
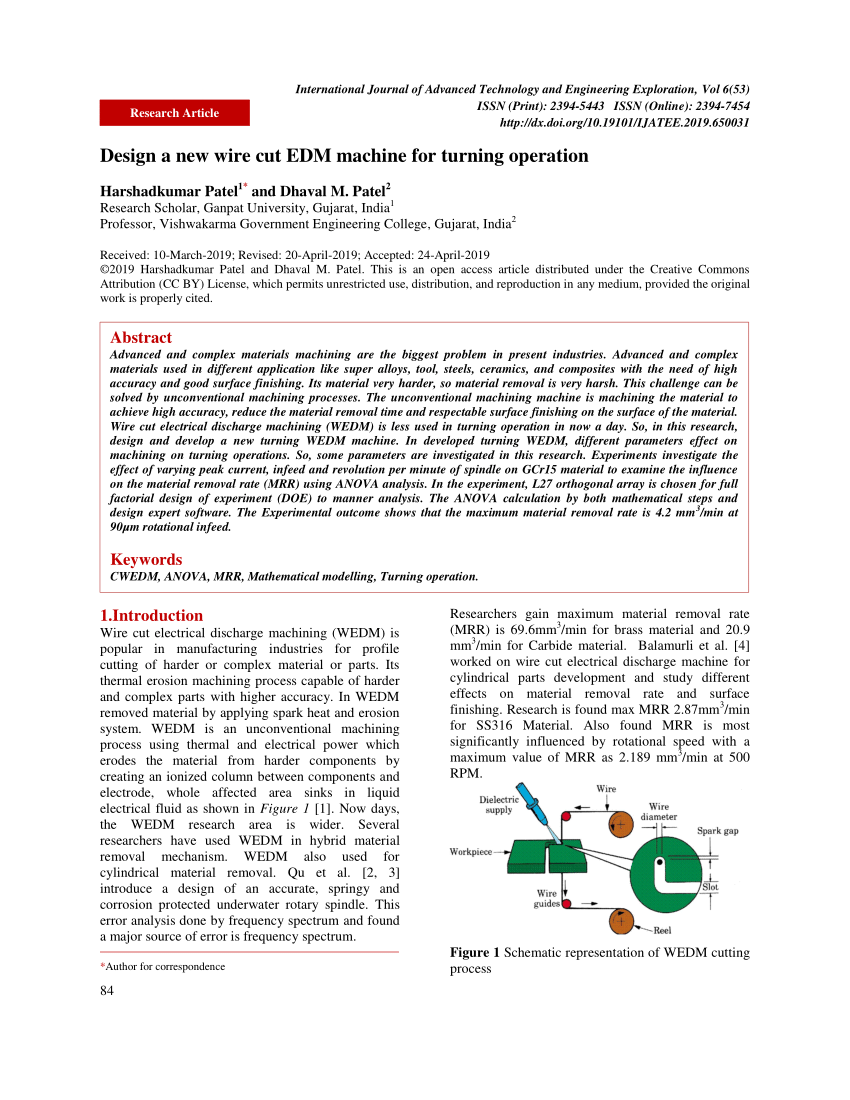
Pdf Design A New Wire Cut Edm Machine For Turning Operation
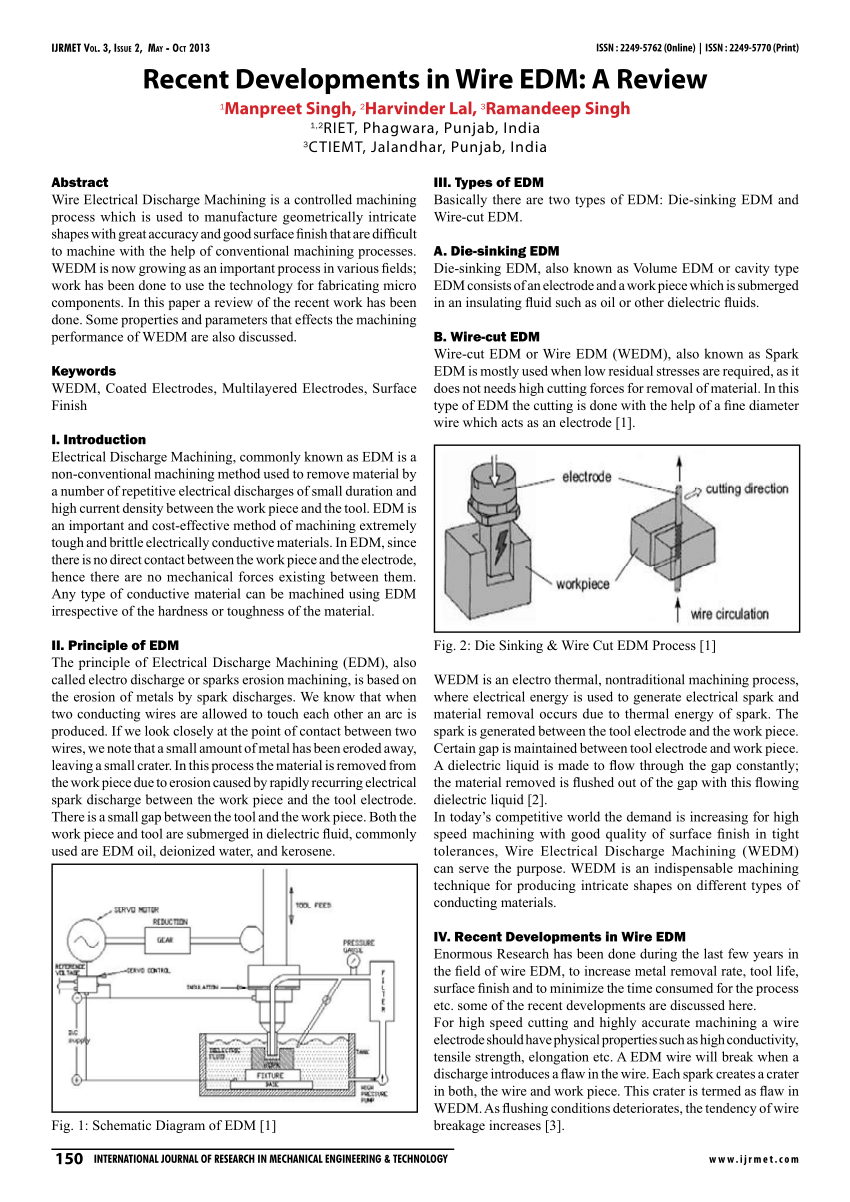
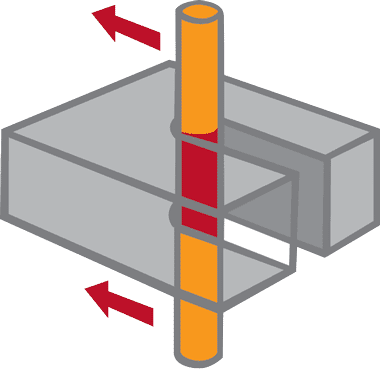
Figure 2 1 shows various wire edm machines.
Wire cut edm process pdf.

Edm Wirecut Wire Machining
Wire Cut Edm

Pdf Optimization Of Process Parameters In Wire Edm Using Response Surface Methodology Semantic Scholar
Pdf Recent Developments In Wire Edm A Review

Pdf Optimal Control Parameters Of Machining In Cnc Wire Cut Edm For Titanium Semantic Scholar

Pdf Wire Cut Edm Process Limitations For Tool And Die Steel Semantic Scholar
Pdf Review Of Wire Cut Edm Process On Titanium Alloy

Pdf Optimization Of Process Parameters In Wire Cut Edm Of Mild Steel And Stainless Steel Using Robust Design

Pdf Optimization Studies In Cnc Wire Cut Edm A Review

Wire Cut Edm Kent Industrial Pdf Catalogs Technical Documentation Brochure

Hl D3k Series Wire Cut Pdf Rectifier Circle

What Is Wire Edm Electrical Discharge Machining Xact

Pdf Experimental Investigation Of Wire Edm Parameters For Gear Cutting Process Using Desirability With Pca

Pdf Development Of Ann Model For Analysis Of Response Parameters Of Wire Cut Edm For En 47 Spring Steel Iosr Journals Academia Edu
Http Www Ijirst Org Articles Ijirstv2i11257 Pdf

Pdf Study Of Water Assisted Dry Wire Cut Electrical Discharge Machining

Kingred Electrical And Mechanical Technology Co Ltd

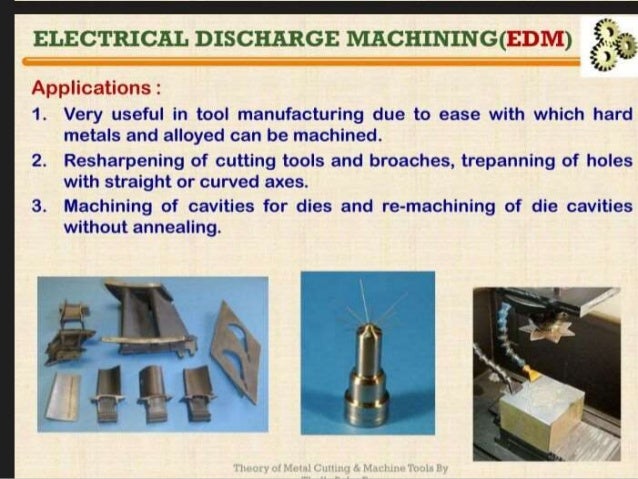
Electrical Discharge Machining Ppt Video Online Download

Pdf Recent Developments In Wire Edm A Review Semantic Scholar

Wire Cut Edm Ac Progress Vp Gf Machining Solutions Pdf Catalogs Technical Documentation Brochure

Pdf Optimization Of The Machining Parameters For Edm Wire Cutting Of Tungsten Carbide
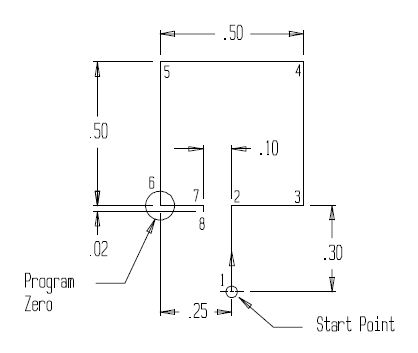
Sodick Wire Cutting Edm Cnc Programming Example Helman Cnc

Pdf A Review On The State Of Art In Wire Electric Discharge Machining
Source : pinterest.com
